Es befinden sich keine Produkte im Warenkorb.

Jinlong
TPU-Pulver-Kompatibilitätsleitfaden für Filmtinte und Stoffhaftung
Die Eigenschaften von TPU-Pulver verstehen
Bei der Arbeit mit TPU-Pulver kann das Wissen um die Grundlagen Sie vor häufigen Fallstricken in Ihrem DTF-Prozess bewahren. Schauen wir uns die wichtigsten Faktoren an, die Leistung und Kompatibilität beeinflussen.
Auf die Partikelgröße kommt es an (Maschenzahl)
TPU-Pulver gibt es in verschiedenen Partikelgrößen die sich auf das endgültige Aussehen und die Haltbarkeit des Drucks auswirken:
| Partikelgröße (Mikron) | Bester Anwendungsfall |
|---|---|
| Fein (0-80 Mikrometer) | Detaillierte Designs, kleiner Text, feine Linien |
| Mittel/grob (80-200 Mikrometer) | Starke Abdeckung, dicke Designs, maximale Haltbarkeit |
- Feines Pulver schmilzt gleichmäßig für scharfe Kanten und glatte Oberflächen bei komplizierten Bildern.
- Grobes Pulver erzeugt robuste Schichten, die sich perfekt für langlebige Drucke und kräftige Grafiken eignen.
Schmelzpunkte: Niedrigschmelzendes vs. hochschmelzendes TPU-Pulver
Die Wahl des richtigen Schmelzpunkts hängt wirklich von dem Stoff ab, auf den Sie bügeln wollen:
- Niedrigschmelzendes TPU-Pulver ist sanfter und ideal für empfindliche Stoffe wie Nylon oder Mischgewebe, die keine große Hitze vertragen.
- Hochschmelzendes TPU-Pulver bietet eine stärkere Haftung und Haltbarkeit auf härteren Substraten wie Baumwolle oder Polyester, erfordert aber höhere Presstemperaturen.
Farbvariationen: Weißes vs. schwarzes TPU-Pulver
Die Verwendung der richtigen Farbe des TPU-Pulvers ist entscheidend für die Integrität und Waschechtheit Ihres Designs:
- Weißes TPU-Pulver ist die Standardwahl für die meisten Anwendungen und bietet eine saubere Grundlage für Drucke auf hellen Stoffen.
- Schwarzes TPU-Pulver (Anti-Migrations-Schwarzpulver) wurde speziell entwickelt, um die Migration von Farbstoffen auf dunklen Polyester-Kleidungsstücken zu verhindern und Verfärbungen und Ausbluten zu reduzieren.
Die Kenntnis dieser TPU-Pulver-Eigenschaften hilft Ihnen, das Pulver auf Ihr Design, Ihre Folie und Ihren Stoff abzustimmen - eine solide Grundlage für einwandfreie Drucke, jedes Mal.
Kompatibilität Vektor A: TPU-Pulver & DTF-Tinte
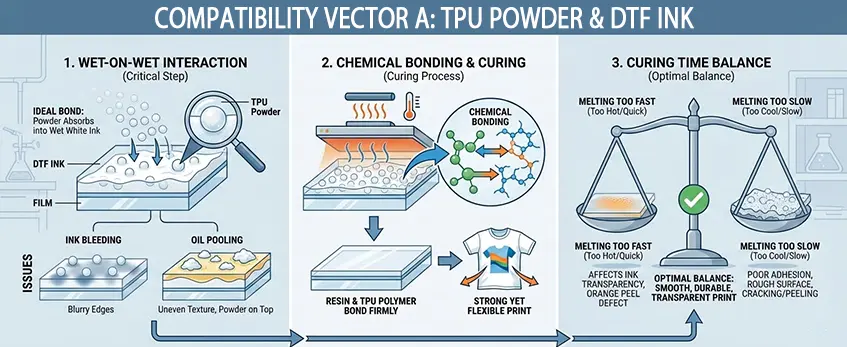
Bei der Arbeit mit TPU-Pulver und DTF-Tinte ist die Nass-in-Nass-Interaktion entscheidend. Der Puder muss richtig in die nasse weiße Tintenschicht einziehen, um häufige Probleme wie Ausbluten der Tinte oder Ölpfützenbildung zu vermeiden. Wenn der Puder oben aufliegt, anstatt sich gut zu verbinden, kann dies zu unscharfen Kanten oder ungleichmäßiger Textur führen.
Die chemische Bindung spielt hier eine wichtige Rolle. Das Harz in der DTF-Tinte muss sich beim Aushärten aggressiv mit dem TPU-Polymer verbinden, damit ein starker, flexibler Druck entsteht. Ohne diese Bindung besteht die Gefahr, dass das Design nach der Übertragung reißt oder abblättert.
Die Aushärtungszeiten sind ein weiterer Schlüsselfaktor. Die Abstimmung der Trocknungszeit der Tinte auf den Schmelzpunkt des TPU-Pulvers verhindert Defekte wie Orangenhaut oder raue Oberflächen. Ein zu schnelles Schmelzen kann die Klarheit der Tinte beeinträchtigen, während ein zu langsames Schmelzen zu schlechter Haftung führt. Das Finden eines optimalen Punktes sorgt für glatte, haltbare Drucke.
Um diesen gesamten Prozess zu optimieren, ist es notwendig, eine Arbeitsablauf bei DTF-Verbrauchsmaterialien kann Ihnen helfen, konsistente Ergebnisse mit der Kompatibilität von TPU-Pulver und Tinte zu erzielen.
Kompatibilitätsvektor B: TPU-Pulver und PET-Folie
Bei der Arbeit mit TPU-Pulver und PET-Transferfolie ist das Verständnis ihrer Wechselwirkung der Schlüssel zu sauberen, dauerhaften Transfers. Die Trennbeschichtung der Folie kann statische Aufladung verursachen, so dass das Pulver dort haftet, wo es nicht haften sollte. Um dieses Problem zu lösen, verwenden Sie antistatische Maßnahmen oder Pulver, die für eine bessere elektrostatische Haftung entwickelt wurden, wodurch das Pulver ohne überschüssige Rückstände an seinem Platz bleibt.
Die Abstimmung des TPU-Pulvers auf den Peel-Typ Ihrer Folie ist entscheidend. Hot-Peel-Folien benötigen Pulver mit einem Schmelzpunkt, der eine starke Haftung unterstützt, ohne an der Peel-Oberfläche zu kleben, während Cold-Peel-Folien Pulver benötigen, die länger klebrig bleiben, um eine vollständige Übertragung zu gewährleisten. Die Verwendung des falschen Pulvers kann dazu führen, dass sich Teile Ihres Designs beim Entfernen abheben oder ablösen, was zu frustrierenden Nachdrucken und Materialverschwendung führt.
Die besten Ergebnisse erzielen Sie, wenn Sie das Schmelzverhalten des Pulvers im Verhältnis zu den Trenneigenschaften der PET-Transferfolie berücksichtigen. Dieses subtile Zusammenspiel garantiert gestochen scharfe Linien und einen lang anhaltenden Druck.
Weitere Informationen zur Auswahl der richtigen PET-Folie und zur Optimierung Ihres DTF-Workflows finden Sie in diesem ausführlichen Leitfaden auf DTF-Transferfolienoptionen und Leistung.
Kompatibilitätsvektor C: TPU-Pulver und Gewebe (Substrate)
Bei der Arbeit mit TPU-Pulver auf verschiedenen Stoffen ist es für Haltbarkeit und Komfort entscheidend, die richtige Kombination zu kennen.
Baumwolle & Naturfasern
Diese Stoffe müssen atmungsaktiv sein und einen weichen Griff haben. Die Verwendung eines mittelkörnigen Pulvers hilft dem TPU, tief in die Fasern einzudringen, ohne den Druck steif zu machen. Dieses Gleichgewicht erhält den Komfort und sorgt gleichzeitig für eine starke Bindung.
Polyester und Synthetik
Polyester neigt beim Heißpressen zu Problemen mit der Farbmigration, was zu unerwünschtem Ausbluten der Farbe führen kann. Die Verwendung von schwarzem TPU-Pulver mit migrationshemmenden Eigenschaften verhindert dies und sorgt für leuchtende Farben ohne Übertragungsfehler. Dieser Ansatz ist für hochwertige Drucke auf synthetischen Stoffen unerlässlich.
Nylon und wasserdichte Materialien
Die Haftung kann auf Nylon und wasserdichten Textilien wie Windjacken schwierig sein. TPU-Pulver mit niedriger Temperatur und hoher Klebekraft sind hier die beste Wahl. Sie haften gut, ohne die wasserdichte Beschichtung oder Textur des Stoffes zu beschädigen.
Dehnbarkeit (Spandex/Lycra)
Bei dehnbaren Stoffen müssen TPU-Pulver eine hohe Elastizität aufweisen, damit sie nicht reißen, wenn sich der Stoff dehnt. Achten Sie auf TPU-Pulver, die speziell für Spandex- oder Lycra-Mischungen formuliert sind, um Flexibilität und Haltbarkeit zu gewährleisten.
Wenn Sie sich eingehender mit der Optimierung Ihres Stoffdruck-Workflows befassen möchten, lesen Sie unseren Leitfaden über Top-Textildrucktechniken. Dies wird Ihnen helfen zu verstehen, wie TPU-Pulver in das Gesamtbild der Kompatibilität von Stoffdrucken passt.
Das Jinlong DTF-Kompatibilitätsprotokoll (Best Practices)
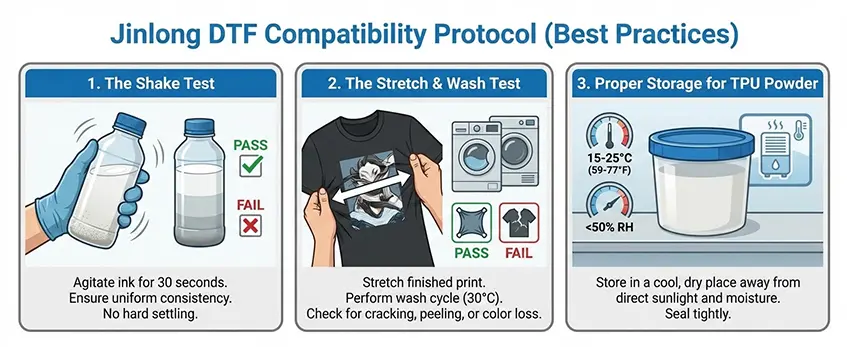
Um die besten Ergebnisse mit TPU-Pulver bei Ihrem DTF-Druck zu erzielen, empfiehlt Jinlong einige wichtige Tests und Tipps zur Lagerung.
Der Schütteltest
Schütteln Sie die Folie vor dem Aushärten vorsichtig, um die Haftung des Puders zu prüfen. Wenn der Puder leicht abfällt, deutet dies auf eine schlechte elektrostatische Haftung oder Probleme mit der Viskosität der Tinte hin, die korrigiert werden müssen, um später eine schwache Haftung zu vermeiden. Dieser schnelle Schritt trägt dazu bei, dass das TPU-Pulver richtig auf der nassen weißen Tintenschicht auf Ihrer DTF-Transferfolie haftet.
Der Stretch & Wash Test
Nach der Aushärtung und dem Heißpressen sollten Sie immer einen Dehnungs- und Waschtest am Stoff durchführen. Diese Standard-Qualitätsprüfung bestätigt die Waschechtheit und Elastizität des TPU-Pulvers. Sie hilft, frühe Anzeichen von Rissen, Abblättern oder Farbstoffmigration zu erkennen, damit Sie den Schmelzpunkt oder die Partikelgröße Ihres Pulvers entsprechend anpassen können.
Richtige Lagerung für TPU-Pulver
Feuchtigkeit kann die Leistung von TPU-Pulver beeinträchtigen und die Kompatibilität mit Druckfarben stören. Lagern Sie Ihre Pulver in einer trockenen, klimatisierten Umgebung, um ein gleichmäßiges Schmelzverhalten zu gewährleisten und Verklumpungen zu vermeiden. Eine ordnungsgemäße Lagerung sichert Ihren gesamten DTF-Verbrauchsmaterial-Workflow und sorgt dafür, dass die Druckqualität auf höchstem Niveau bleibt.
Um einen reibungslosen Arbeitsablauf zu gewährleisten, sollten Sie diese bewährten Verfahren mit hochwertigen DTF-Tintenformeln und Prämie PET-Transferfolien. Diese Produkte sind so konzipiert, dass sie nahtlos mit TPU-Pulvern zusammenarbeiten, damit Sie jedes Mal lebendige, haltbare Drucke erhalten.
Fehlersuche bei häufigen Fehlanpassungen von TPU-Pulver
Wenn sich Ihr Aufdruck nach dem Waschen ablöst, bedeutet das oft, dass der Schmelzpunkt des TPU-Pulvers zu niedrig war oder Sie den falschen Pulvertyp für den Stoff gewählt haben. Die Verwendung eines niedrigschmelzenden Pulvers auf schweren Stoffen oder eines hochschmelzenden Pulvers auf empfindlichen Stoffen kann zu schwacher Haftung und vorzeitigem Ablösen führen.
Entstehen in Ihrem Entwurf Nadellöcher? Das passiert in der Regel, wenn die Partikelgröße des Pulvers im Vergleich zur Farbdichte zu grob ist. Grobe Partikel füllen nicht alle Lücken in der Tinte gleichmäßig aus und hinterlassen winzige Löcher, die die glatte Oberfläche des Drucks zerstören.
Haben Sie weiße Ränder auf dunklen Hemden bemerkt? Das ist ein klassisches Anzeichen für Probleme mit statischem Pulver auf Ihrer PET-Transferfolie. Statik führt dazu, dass TPU-Pulver an Stellen haftet, an denen es nicht haften sollte, wodurch unschöne weiße Lichthöfe um Ihr Design entstehen. Die Kontrolle der elektrostatischen Haftung und manchmal auch die Anpassung der Luftfeuchtigkeit können dieses Problem lösen.
Diese Tipps zur Fehlerbehebung tragen dazu bei, eine solide Verbindung und eine scharfe Druckqualität aufrechtzuerhalten und die Waschbeständigkeit sowie die allgemeine Haltbarkeit zu erhöhen. Einen tieferen Einblick in die Kompatibilität von Folien und Puder erhalten Sie in unserem detaillierten Leitfaden über DTF-Film vs. normaler Transferfilm.